          |
The 20th century
was a period of great technological change at Holwell. At the beginning
of the century hand moulding was used to produced the castings. The introduction
of a continuous casting plant meant that castings could be made at a much
higher rate.
 |
So the continuous
casting plant moved things on in terms of production?
A moulder on
the floor might make anything between, according to its size, he
might make one mould a day, he might make 10 moulds a day. A Continuous
Casting Plant, the mechanised foundry, would make something like
40 or 50 boxes of castings an hour. And of course this altered the
production rates considerably.
(Jack Smith)
|

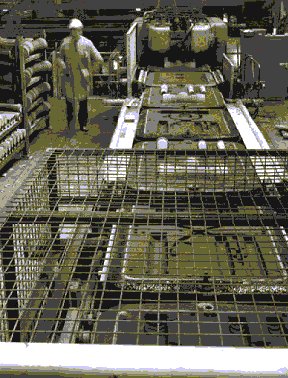
Moulding
conveyer, Continuous casting Plant, Holwell Iron & Steel Works, 1960s
 In
the late 1960s the plant became one of the most up to date automated foundries
in Europe with the installation of a Kunkel-Wagner machine. Developed
in germany, the new plant was installed at a cost of two million pounds. In
the late 1960s the plant became one of the most up to date automated foundries
in Europe with the installation of a Kunkel-Wagner machine. Developed
in germany, the new plant was installed at a cost of two million pounds.
The
building of the new plant in the 1960s.
|
It was known
as a Kunkel-Wagner machine and it did everything that hitherto had
been done by men. It filled the moulds around the patterns with
sand. It compressed it. It turned the moulds over and put them together
again. It was hardly touched by hand. And the other thing was it
meant that not so many people were needed.
(Jack Smith)
|
Kunkel-Wagner
Machine (Core Stage), Holwell Iron & Steel Works 1989
|
What were the
main advantages of the Kunkel-Wagner automatic foundry?
The advantages
was the cleanliness, the noise aspect, the less manpower used and
also everything was done automatically and controlled a lot better.
And what about
production rates?
On the continuous
casting plant which took 45 men 8 hour shifts to make 250-280 boxes,
the Kunkel-Wagner plant made in an 8 hour shift , could make up
to - there were 15 men attached to the production side - and they
could make up to 1100 boxes in one 8 hour shift.
(Cecil Robinson)
|
| |
|



